設備紹介
こんにちは。管理人のかずかずです。
最近は日中は過ごしやすくちょうど良い気候ですが、朝晩はかなり冷え込みますね。
こんな時期は体調を崩しやすいので、体調管理を心がけていきましょう!
弊社の受注状況はと言うと、昨今のコロナウィルス感染拡大の影響もあり、8〜10月
はかなり落ち込みましたが、11月に入り若干持ち直した感じがします。ここにきて
中国市場が回復しているようでその影響があるのかと思われます。良くも悪くも中国次第
というのが身に染みて感じる今日この頃であります。汗
さて、今回は弊社の心臓部でもある設備、「射出成形機」を紹介したいと思います!




こちらが住友重機械工業のSE75EV-Aという機種の成形機です!
型締能力が75tで小型成形機の部類になります。(弊社内では標準的な大きさ)
こちらは3年ほど前に導入した比較的新しい設備で弊社では9台目となる成形機です。
弊社では従来よりJSW(日本製鋼)製の成形機を中心に取り揃えてきましたが、ある
セミナーで住友さんの営業の方と知り合った事が住友製の成形機を導入するきっかけと
なりました。
そもそもなぜ従来のJSWではなく、少し割高な住友の成形機を導入したかというと、
それまでの成形機ではどうしても解決できなかった不良対策の為でした。どんな
不良現象かと言うと、かの忌まわしき「ウエルド」という不良現象です。
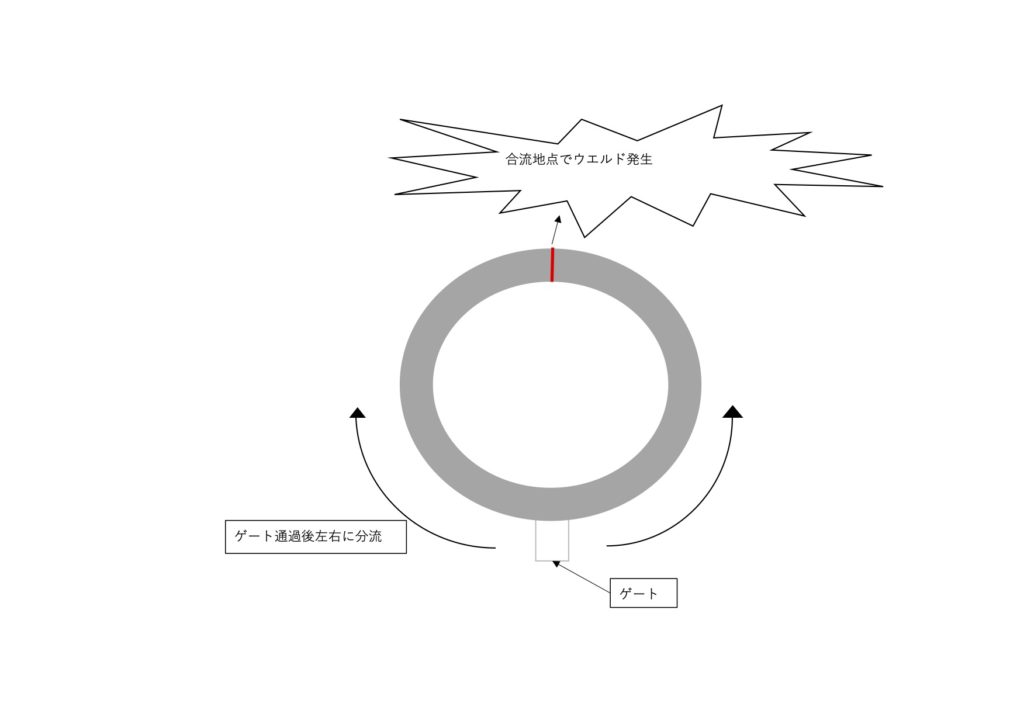
ウエルドという不良現象は、リング状の製品では樹脂が左右に分流する為、分かれた
樹脂が再度合流する点が発生します。その樹脂が合流する際に、樹脂の粘度が
高かったり、型内のエア抜き状況が悪かったりすると、その部分に線状の表面模様ができて
しまいます。ひどいものになるとその線が凹みとなる場合もあり、製品自体の機能を果たさなく
なる場合もある為、非常に厄介な不良現象なのです。弊社では空圧制御機器に組み込まれるパッキン
やダンパと呼ばれるエアのシール材製品が多い為、製品に凹みが出てしまうとそこから空気が漏れる
可能性があるので非常に厳しくチェックされる項目でもあります。
一般的にウエルドの不良対策としては樹脂温度をあげる、保圧を上げる、合流地点の速度を落とす、
さらに型内の空気をP/L面から効率的に抜く為に必要最小限の型締力に設定する。等様々な手段が
ありますが、住友製の成形機では金型内のエアを効率的に抜きつつ、バリの発生も抑えられる
型締装置の制御機能があります。
まず、射出成形の「射出工程」では空の型内に樹脂を充填する「充填」工程と充填後に樹脂の収縮
によるヒケを抑える為の「保圧」工程に分かれますが、充填工程では型内の空間に樹脂が流れる為、
型自体にはそれほど負荷は掛かりませんが、保圧工程ではすでに充填しきったところにさらに樹脂を
押し込もうとする為、金型を開こうとする大きな力が掛かります。この時に金型が開かない程度の
型締力を設定するのですが、逆に言うと充填工程では型締力はそれほど必要ではないのです。
だとしたらP/L面からの脱気を助ける為にも充填工程では型締力を極力低くしたいですよね。
そういう発想で住友の成形機は射出工程内で型締力を制御できるようになっています。
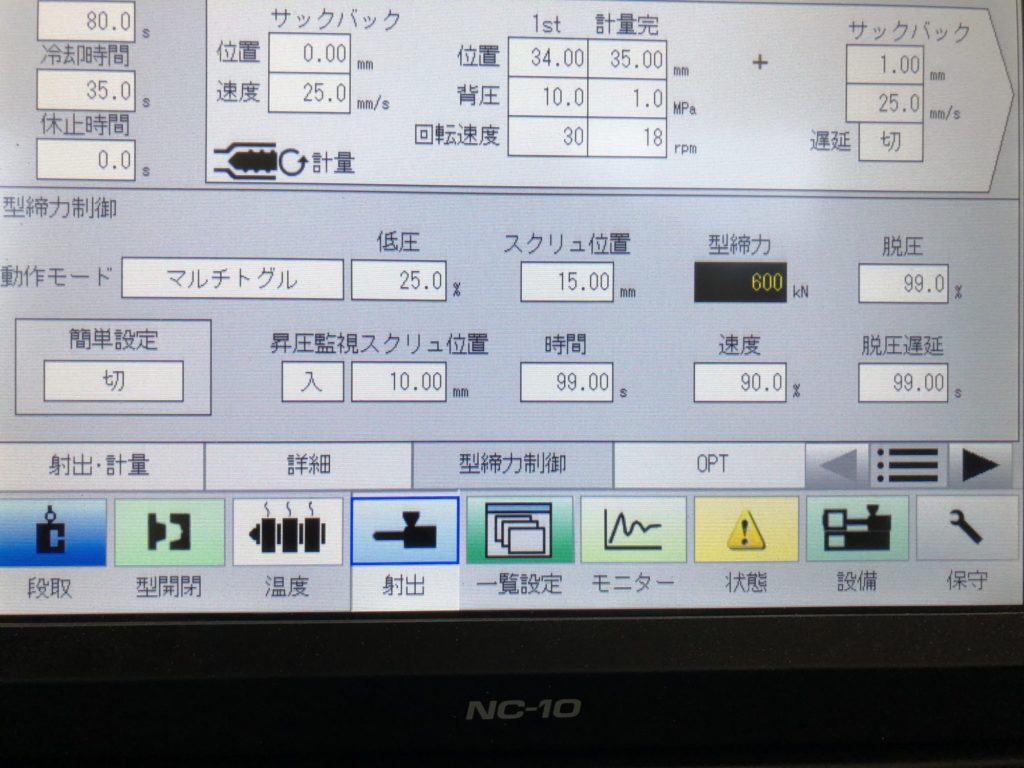
実際の操作画面です。
このマルチトグルというのが型締力を段階的に上げる動作モードです。
具体的にいうと充填工程から保圧工程に切り替わる位置が10mm(昇圧監視スクリュ位置の所)
で、その手前の15mmまでは設定した型締力(600kN)の25%の力しか掛けませんよ
という設定になります。実際にはもっとシビアな製品になると型締力を高める位置を保圧に
切り替わるギリギリまでもってきたり、低圧部分を0%にしたりします。(実績値では0%にはなりませんが)
少し説明が長くなりましたが、この機能を使って今までどうしても消えなかったウエルドが
消せた事が住友社製成形機を導入したきっかけとなったのです。導入前に問題の金型を住友の
技術センター(千葉)に社長と一緒に持ち込んで試作した事を今でも憶えています。
社長自身は半信半疑だったようですが、本当に消えてしまったので驚いていましたね。
導入後の実際の成形時にもこの機能を使い、狙い通りウエルドを解消できているので、
導入してよかったなと感じます。
これからもこうした不良現象との戦いがあるかと思いますが、様々な機能を駆使し、
粘り強く戦っていきたいと思います!
Follow me!