ポリウレタン成形の不良事例(ショートショット)
こんにちは!管理人のかずかずです!
みなさん、いかがお過ごしでしょうか。
世の中では寒くなり空気が乾燥するにつれ新型コロナウィルスの第三波と呼ばれる
感染拡大が再び起きていると報道されています。各地で感染者数の最高を更新する
などしていて、医療体制が逼迫しているとの報道もあります。一方でイギリスにおいて
ワクチンの接種が開始されるなど希望が持てる情報も出てきており、日本でもいち
早くの接種開始が望まれます!
さて、今回はポリウレタン成形においての不良現象の実例をご紹介し、対応策についても
書いていきたいと思います!
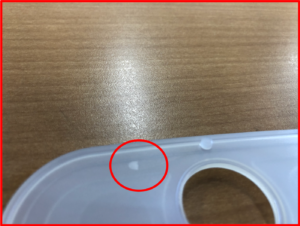
今回ご紹介するのは一般的に「ショート」と呼ばれる現象で、型内に樹脂がしっかりと
充填されていない状態のことを指します。しかし、今回の事例は通常とは異なり、一見
きれいに充填されているように見えるけど、実は完全に充填されていないという少し厄介な
事例なのです。写真を見ていただけると分かりやすいかもしれません。
(ややピントがずれていてすみません)
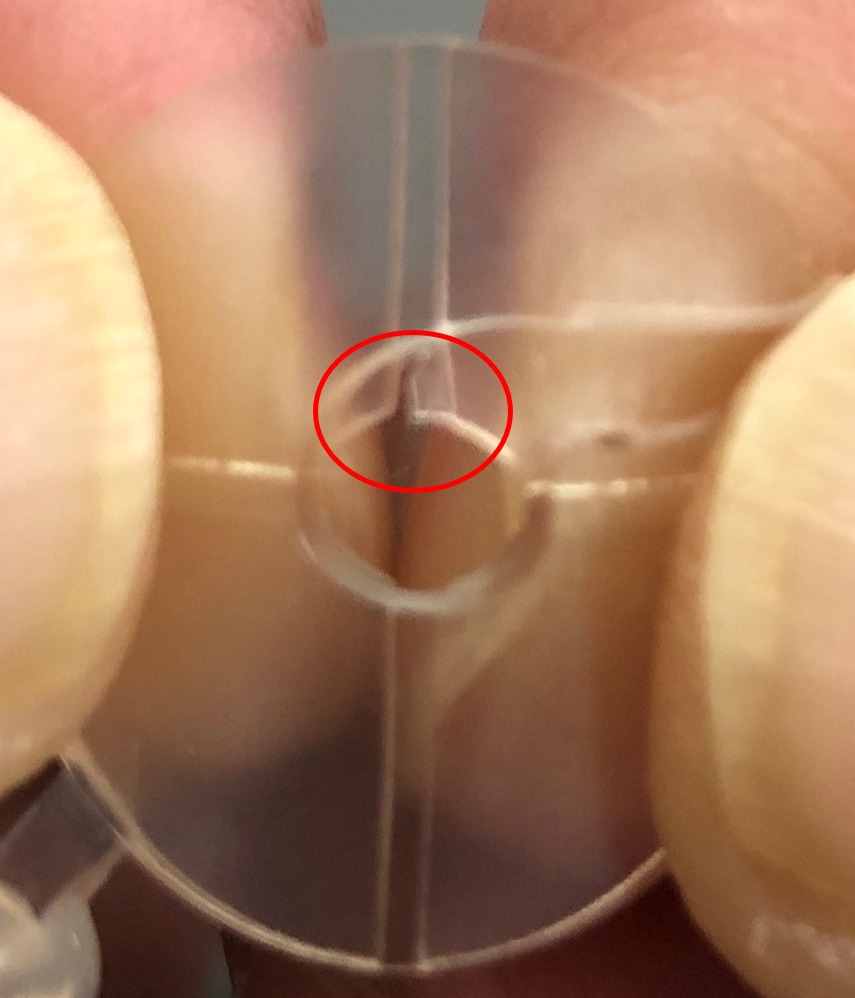
お分かり頂けますでしょうか。製品内径の一部に亀裂が入ってしまっています。
元々、この部分の厚みが0,3mmしかなく、かなり樹脂が充填されにくい構造に
なっているためこの様な現象が起きるとのだと考えられます。
しかも、写真の様に手で広げるようにして確認しないと分からないので一層の注意が必要です。
納品後、使用時に発覚してしまったらかなりの問題になってしまいます。ですので
弊社でも定期的に確認する様にしています。
この様な場合の成形条件での不良対策として考えられるのは、
①射出速度を上げる
②保圧力を上げる
③樹脂温度、型温度を上げる
等があります。
①は射出速度を上げることによって、樹脂の粘度が上がる前に充填してしまうという事と、
勢いよく射出する事で圧力を高め、狭い隙間にも樹脂が行き渡る様にさせる為に有効だと
考えられます。
②は①にも重なりますが、保圧工程でもしっかりと高めの圧力を掛けてあげる事で狭い隙間
にも十分に樹脂を充填させる事を狙います。
③は樹脂温度を上げて樹脂の粘土を下げる事で狭い所にもスムーズに樹脂が行き渡る様にする
事を狙います。
(水とあんかけの様なドロっとしたもので考えると分かりやすいですね。)
以上の様な対策をする事でショートは抑えられるかと思いますが、これらの条件を変更する事は
逆にバリが出やすくなる条件になるので、全体のバランスを見ながら条件を見つけていくのが
大切です!
今回はショートショットの不良に関して書いてきましたが、これからも様々な不良現象と対策
についてのブログも更新していきたいと思いますのでよろしくお願いします!
Follow me!