射出成形における一番簡単な不良対策
こんにちは!皆様いかがお過ごしでしょうか。
ここ数日、以前とは比較にならない頻度でブログの更新を出来てなによりです。
現場の仕事が落ち着いてきているので、今までできなかった分も今のうちに
コンテンツを充実させようと必死になっております!
どんな企業にも多かれ少なかれ、繁忙期、閑散期はあるかと思いますが、
こうした閑散期に、忙しくてできなかった様々な事をやっていき、次なる
繁忙期にはさらに飛躍できるように仕掛けていきたいですね。
さて、今日は手短に。
突然ですが皆様。「金型。拭いてますかー!」
すみません、取り乱しました…
気を取り直しまして、今回はタイトルのとおりなのですが、
成形条件をいじらない簡単な不良対策は「金型を拭く事」です。
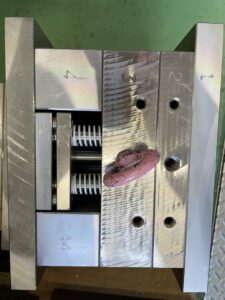
一つ、画像をご覧ください。

丸印の中に白くなっている部分が確認できるかと思います。
この金型はリング状の製品なので、ゲートと反対側で樹脂の
合流地点にこうした現象が起こります。
キャビティ内にある空気が樹脂によって押し出され、金型外
へ抜けていく箇所なのですが、連続で成形しているとこのように
ガスが抜けた跡が白く残ってくることがあります。
これを放置して成形し続けてしまうと、ガスの抜けが悪くなり、
樹脂の合流地点で発生しやすいウェルドラインの発生の原因と
なります。
先日、この金型で成形中に製品をチェックすると、ウェルドが
目立ってきていたので、金型を乾いたウエスで拭き取ると、大幅に
改善されました。
たかが拭くだけと侮ることなかれ。私が実証済みです。
自動がきいてしまうと、手が掛からず楽なのですが、その分
品質チェックを忘れがちになる事もあるかと思います、
こういった時間が経つにつれてひどくなる不良もあるので、
定期的なチェックは忘れないようにしたいものです。
今回は、自戒を込めつつの成形豆知識でした。それではまた。
Follow me!